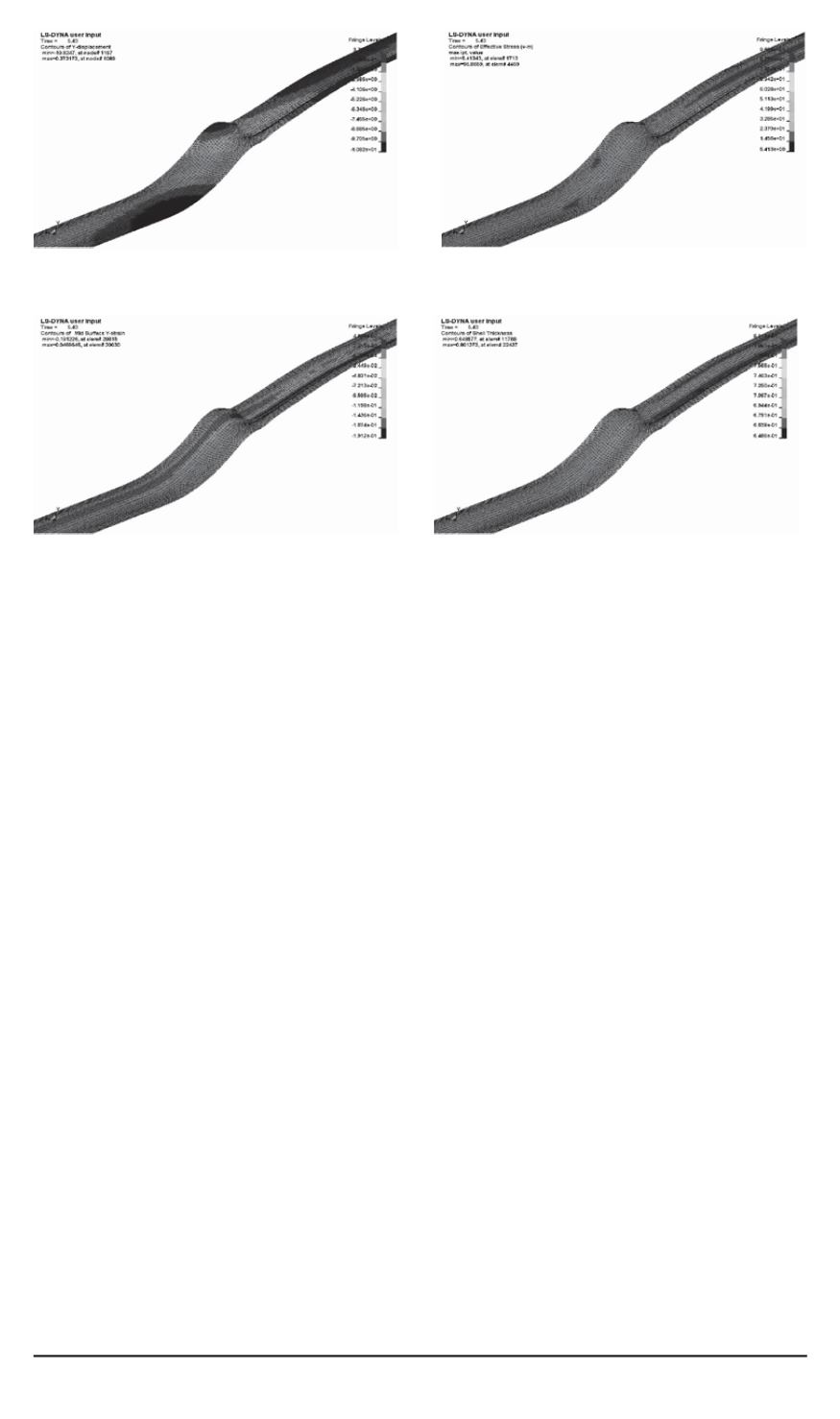
Рис. 18. Поле перемещения заготовки
по оси
Y
Рис. 19. Поле эквивалентных напря-
жений в заготовке
Рис. 20. Поле деформаций заготовки
по оси
Y
Рис. 21. Поле толщины заготовки при
деформировании (третья клеть)
исходит, в отличие от предыдущих клетей, в которых канал образуется
вследствие утонениязаготовки.
На рис. 20 приведено поле деформаций заготовки по оси
Y
. Мак-
симальные деформации имеют значенияпорядка 10%. Следует от-
метить, что расположение зон максимальных деформаций длянового
канала, полученного после выворачивания, отличается от их распо-
ложенияна канале, отформованном в двух предыдущих клетях. Так,
дляканала, отформованного в первых двух клетях, максимальные де-
формации были сосредоточены в зоне перехода от плоской части за-
готовки к выпуклой, и посередине отформованного канала (см. рис. 9
и 15). При выворачивании положение первой зоны максимальных де-
формаций не меняется, в то времякак втораязона, расположеннаяв
середине отформованного канала, после выворачиваниясоответствует
четверти вновь образованного канала.
Поле толщины листовой заготовки при ее деформировании в тре-
тьей клети показано на рис. 21. Видно, что зоны максимального утоне-
ниязаготовки при выворачивании перераспределяютсятак же, как и
зоны максимальной деформации (см. рис. 20). Минимальнаятолщина
заготовки при прохождении третьей клети составляет 0,68 мм.
На рис. 22 приведено поле напряжений по оси
Y
в эластичной
оболочке верхнего валка третьей клети. Эластичнаяоболочка валка
создает давление на поверхность заготовки, равное 18МПа (в зоне
плоской части) и 3,5МПа (в зоне вершины канала).
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 4 95


