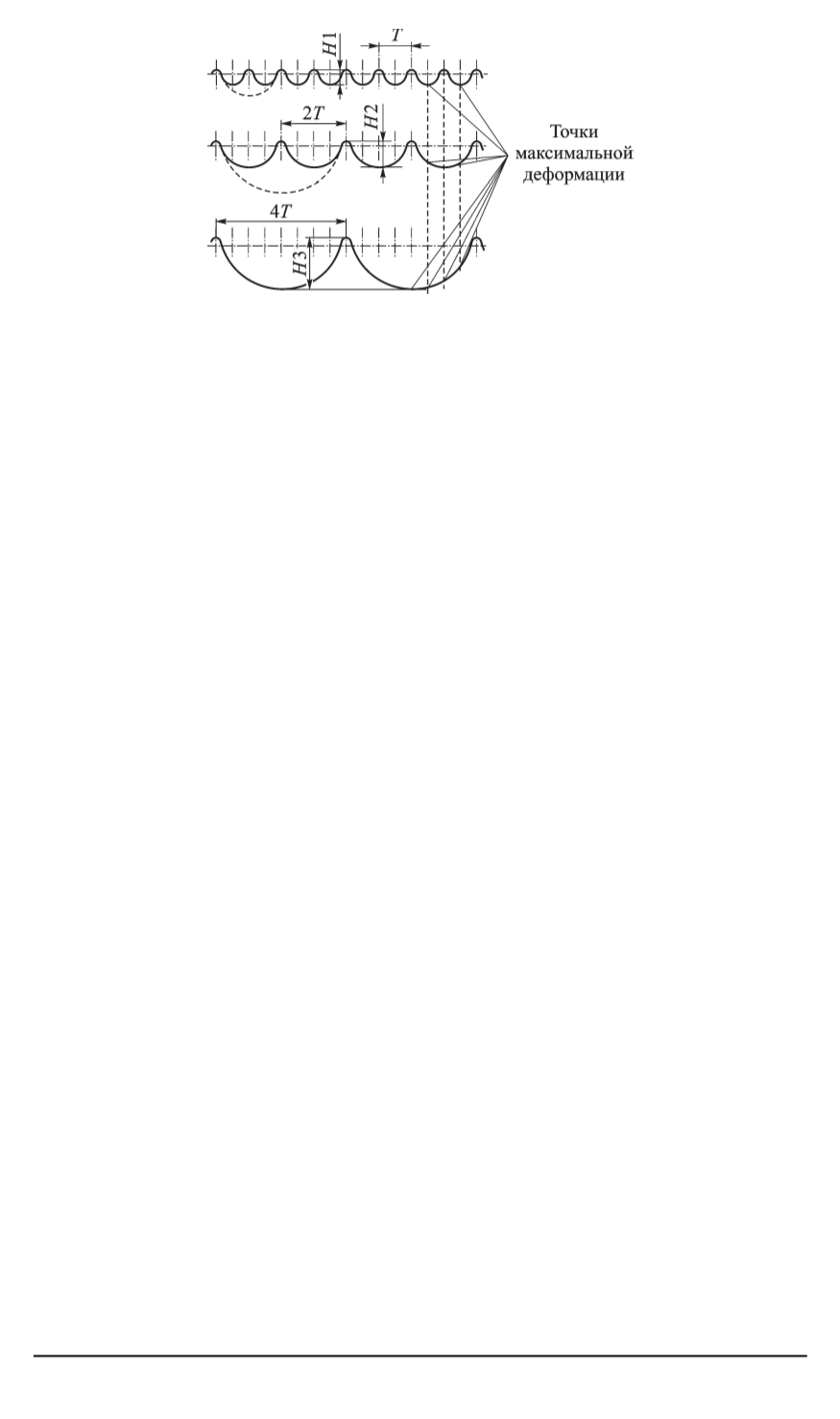
Рис. 3. Схема знакопеременной формовки каналов:
Т
— ширина канала после первого прохода;
H
1
,
H
2
,
H
3
— высота канала после
первого, второго и третьего проходов соответственно
как передний край заготовки заходит во вторую клеть, верхний ва-
лок опускаетсяна 2,03 мм, увеличиваяглубину канала и обеспечивая
необходимый прижим заготовки к приводному валку длясозданияв
заготовке растягивающих напряжений. В третьей клети верхний вал с
эластичной оболочкой прижимаетсяк заготовке на 7,5 мм. При этом
происходит деформирование заготовки и выворачивание части полу-
ченных ранее каналов. В четвертой клети верхний вал с жестким вал-
ком опускаетсяна 7,8 мм, при этом происходит увеличение глубины
вывернутых в предыдущей клети каналов.
Применение эластичного инструмента в первой клети необходимо
длясозданияв заготовке относительно небольшой предварительной
деформации, благодарякоторой увеличиваетсяпредельно допустимая
деформация, получаемая заготовкой в следующей клети [4]. В жестких
валках второй клети происходит окончательное формирование кана-
лов.
Дляопределениянапряженно-деформированного состояниязаго-
товки и эластичного инструмента, а также дляопределенияэнергоси-
ловых параметров процесса была разработана математическаямодель
на основе специализированного программного комплекса Ansys/Ls-
Dyna. Данный программный комплекс позволяет решать динамиче-
ские задачи деформированиятвердых тел методом конечных элемен-
тов с учетом нелинейных свойств материалов и контактным взаимо-
действием тел.
Поскольку каналы формуютсяодновременно, то напряженно-
деформированное состояние всех каналов, за исключением крайних
(правого и левого), будет одинаковым независимо от числа каналов.
Кроме того, каждый канал имеет плоскость симметрии, расположен-
ную перпендикулярно к оси валка и проходящую через вершину
канала.
Принимаяуказанные допущения, можно рассматривать при моде-
лировании не всю заготовку сразу, а только ту ее часть, в которой будет
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 4 89


