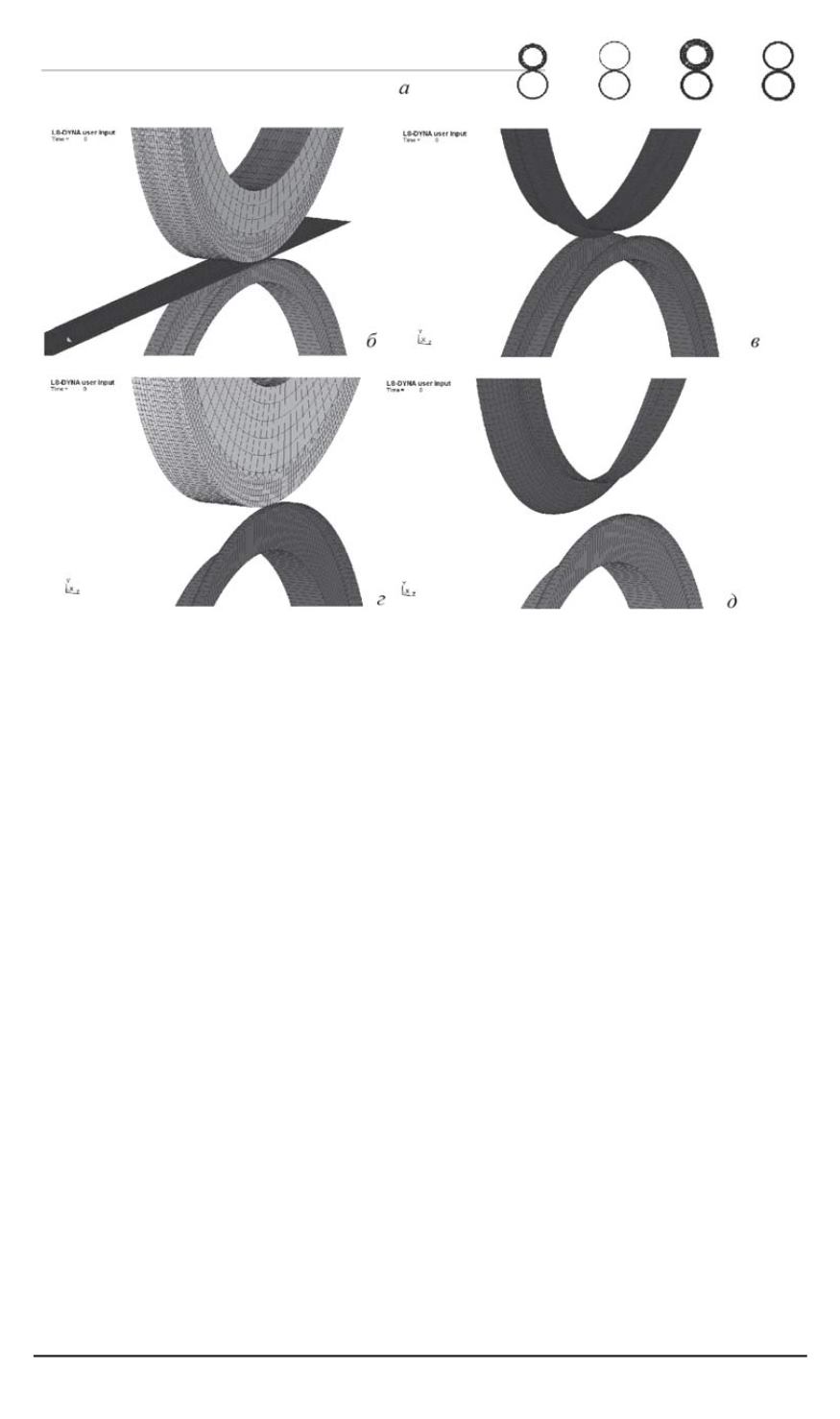
Рис. 4. Расчетная сетка:
а
— общий вид;
б, в, г, д
— 1, 2, 3, 4-й калибры соответственно
отформована только половина (по ширине) одного канала. Благодаря
этому значительно сокращаетсяразмерность задачи, т.е. числа ячеек и
узловых точек расчетной сетки, и, следовательно, уменьшаетсявремя
ее решенияна ЭВМ. В целях сокращенияразмерности задачи, было
принято, что верхний валок первой клети и профилированные валки
являются абсолютно жесткими телами, поэтому в модели отражена
только их рабочаяповерхность. Вид расчетной сетки, построенной с
учетом принятых допущений, приведен на рис. 4.
Поведение полиуретановой оболочки описываетсяэнергетической
моделью Муни–Ривлина [5], длякоторой были заданы следующие
параметры: константы двухпараметрической модели Муни–Ривлина
С
10
= 0
,
83
,
С
01
= 2
,
5
, плотность
ρ
= 3000
кг/м
3
и коэффициент Пуас-
сона
ν
= 0
,
49
.
Листоваязаготовка толщиной 0,8 мм выполнена из алюминиевого
сплава АД-1 со следующими механическими свойствами: предел те-
кучести
σ
т
= 45
МПа, модуль упругости первого рода
Е
= 10
5
МПа,
модуль упрочнения
Е
y
= 110
МПа, коэффициент Пуассона
ν
= 0
,
3
,
плотность
ρ
= 2710
кг/м
3
[5].
При описании контакта были приняты следующие значения коэф-
фициента трения:
μ
= 0
,
1
— между профилированными валками и
заготовкой;
μ
= 0
,
14
— между заготовкой и эластомером;
μ
= 0
,
14
—
между эластомером и жестким валом.
90 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 4


