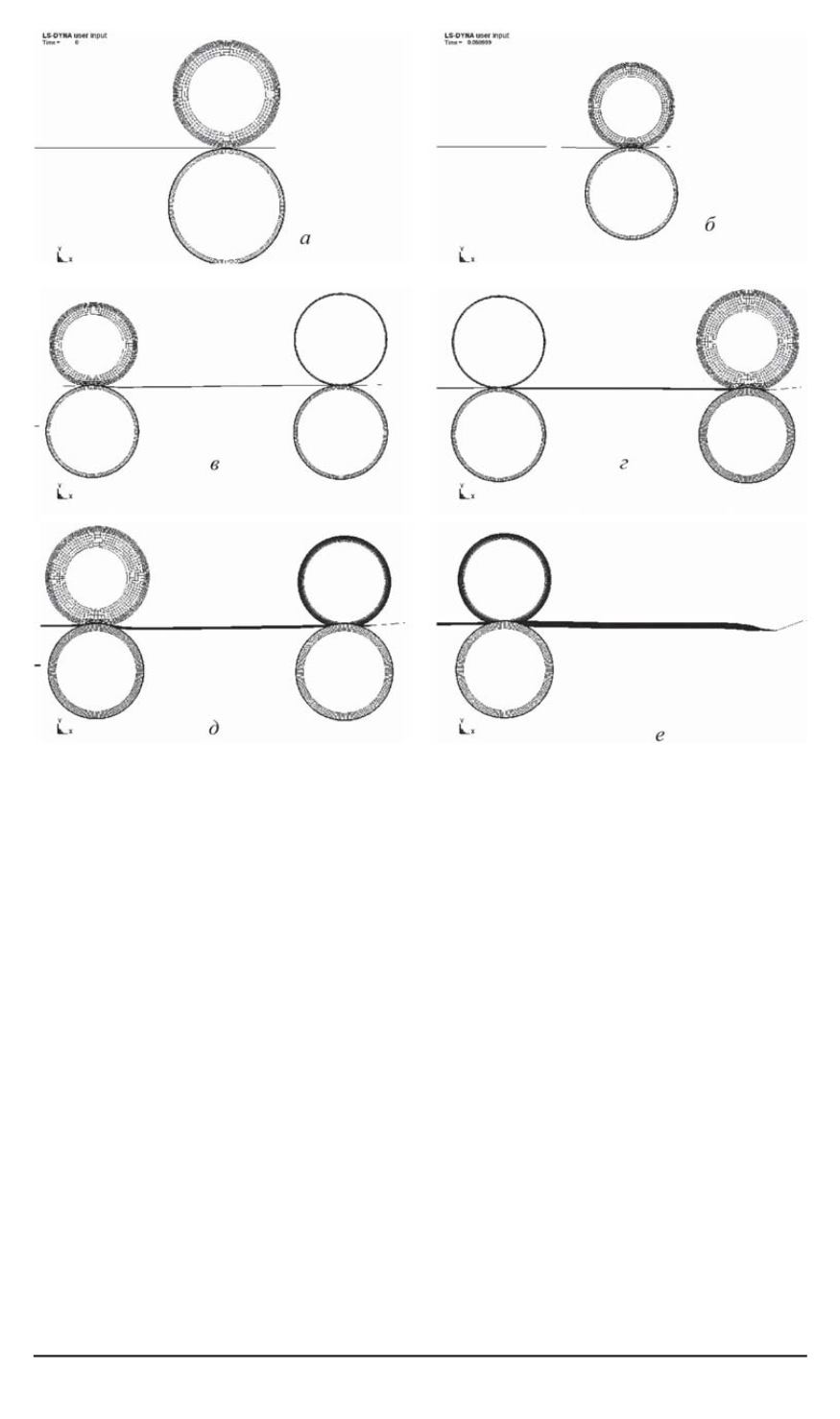
Рис. 5. Общий вид деформированной сетки в разные моменты времени:
а, б
— 1-яклеть,
t
= 0
и 0,06 с;
в
— 1-яи 2-яклети,
t
= 2
с;
г
— 2-яи 3-яклети,
t
= 3
,
98
с;
д
— 3-яи 4-яклети,
t
= 5
,
91
с;
е
— 4-яклеть,
t
= 7
,
83
с
На рис. 5 показаны виды деформированной расчетной сетки в раз-
личные моменты времени, полученные в результате решения. Момен-
ту времени
t
= 0
с соответствует начальное недеформированное состо-
яние;
t
= 0
,
06
с – верхний валок первой клети закончил вертикальное
перемещение и приводные валки обеих клетей приводятся в движе-
ние;
t
= 2
с — захват заготовки во второй клети;
t
= 3
,
98
с — захват
заготовки в третьей клети;
t
= 5
,
91
с — захват заготовки в четвер-
той клети;
t
= 7
,
83
с — выход отформованной заготовки из четвертой
клети.
На рис. 6 показан вид деформированной расчетной сетки листовой
заготовки и эластичного инструмента первой клети.
Поле перемещений по оси
Y
заготовки при деформировании эла-
стичным инструментом в первой клети показано на рис. 7. По рисунку
можно оценить глубину формуемого канала — она составляет 0,8 мм.
На рис. 8 приведено поле распределенияэквивалентных напряже-
ний в заготовке при ее деформировании в первой клети. Эквивалент-
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 4 91


