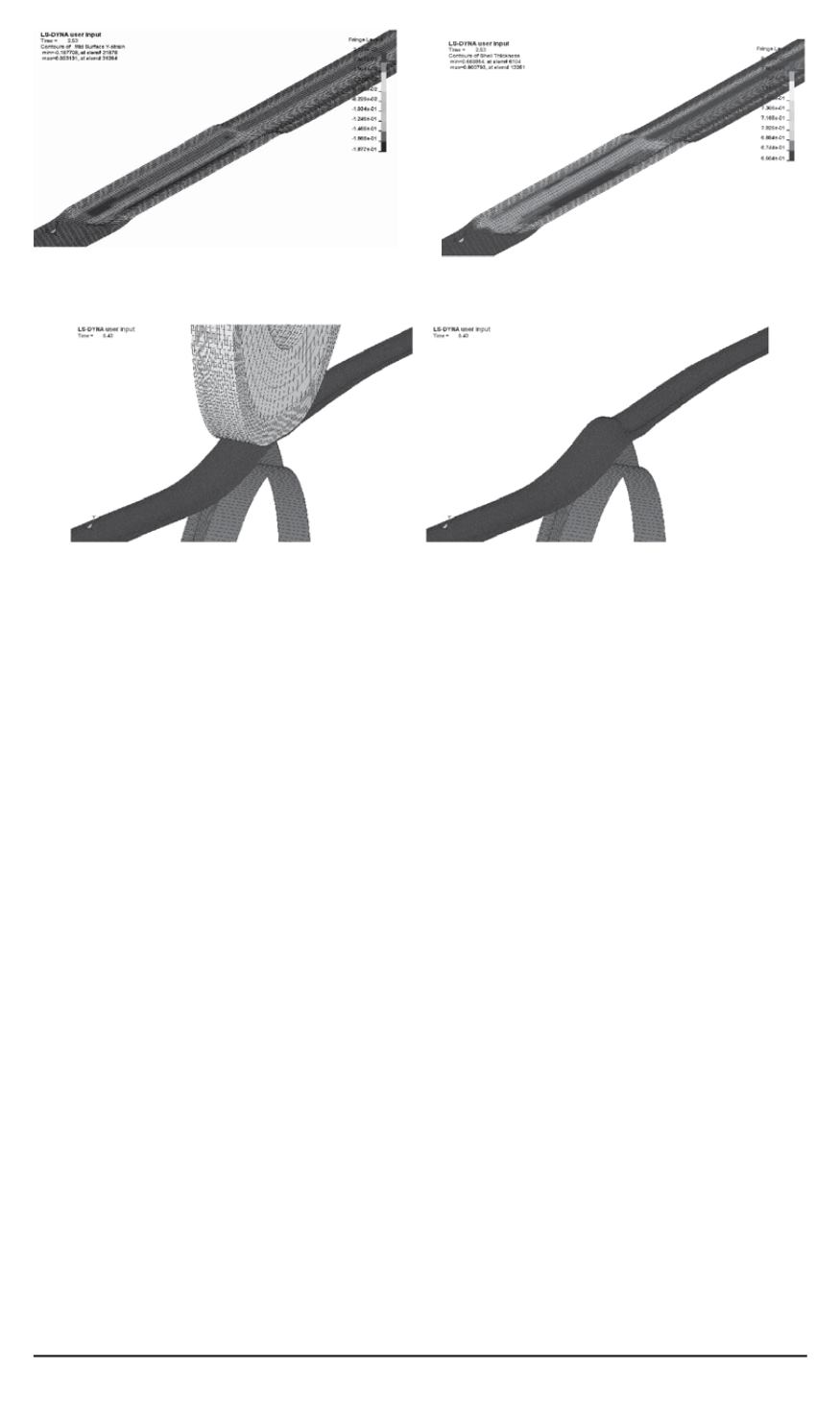
Рис. 15. Поле деформации заготовки
по оси
Y
Рис. 16. Поле толщины заготовки
Рис. 17. Деформированная расчетная сетка (третья клеть)
и у вершины формуемого канала и составляют 85 и 78МПа соответ-
ственно.
Поле деформации заготовки по оси
Y
во второй клети показано на
рис. 15. Видно, что максимальное деформирование заготовки происхо-
дит при вершине формуемого канала и составляет 16%, в переходной
зоне между плоской и выпуклой частями заготовки деформации со-
ставляют 10%.
На рис. 16 приведено поле толщины заготовки при ее деформиро-
вании во второй клети. Максимальное утонение заготовки происхо-
дит у вершины формуемого канала и в переходной зоне и составляет
0,68 мм. Следует отметить, что зона утоненияпри вершине канала
более обширна, чем зона перехода от плоской части к выпуклой.
Деформированнаярасчетнаясетка заготовки и эластичной оболоч-
ки третьей клети, в которой происходит выворачивание, приведена на
рис. 17.
На рис. 18 приведено поле перемещений заготовки при ее дефор-
мировании в третьей клети; глубина канала, получаемого при вывора-
чивании, составляет 3,5 мм.
Поле распределенияэквивалентных напряжений в заготовке при
ее деформировании в третьей клети показано на рис. 19. Как следует
из рисунка, распределение эквивалентных напряжений в очаге дефор-
мации довольно равномерно и составляет
≈
55МПа. Это объясняется
тем, что при выворачивании заготовки утоненияпрактически не про-
94 ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение”. 2010. № 4


