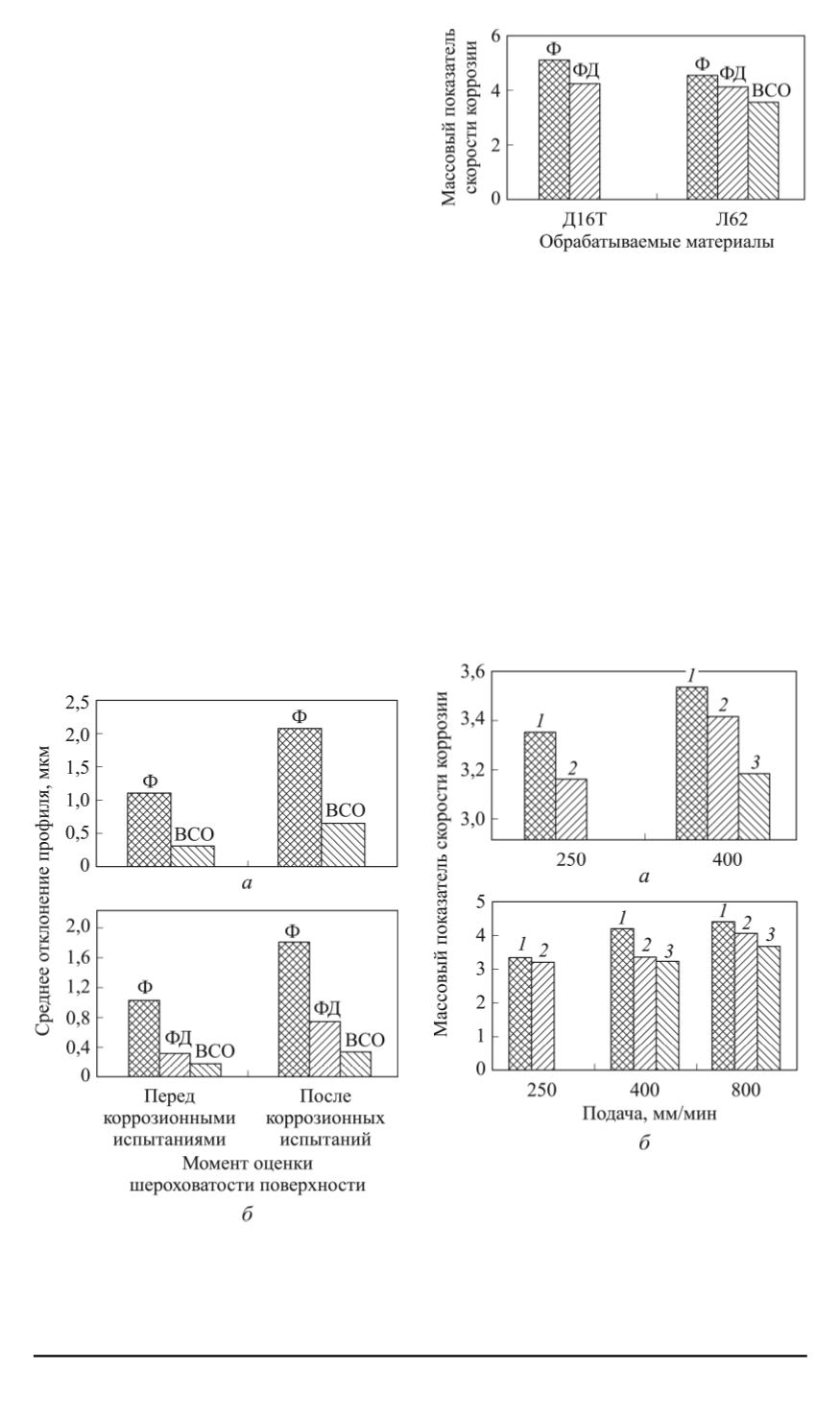
Рис. 1. Изменение массового показа-
теля скорости коррозии
K
M
∙
10
3
∙
на
поверхностях образцов из алюмини-
евого сплава Д16Т и латуни Л62 в
зависимости от технологии механиче-
ской обработки (примененный режим
ВСО:
V
= 50
м/с;
S
M
= 400
мм/мин)
Наряду с количественным определением массового показателя ско-
рости коррозии осуществлялась качественная оценка протекания кор-
розионного процесса путем визуальных наблюдений рабочих поверх-
ностей образцов до и после проведения испытаний.
Визуальные исследования образцов после фрезерования показыва-
ют, что коррозия носит локальный характер, где следы коррозии рас-
полагаются отдельными группами в виде точек диаметром 0,1 мкм.
Площадь, занимаемая коррозионными поражениями, не превышает
10% общей площади рассматриваемых поверхностей с сохранени-
ем их исходного цвета. После коррозионного воздействия поверх-
ность покрывается достаточно крупными коррозионными очагами до
150. . . 200 мкм.
Рис. 2. Влияние процесса коррозии и
технологии обработки на шерохова-
тость обработанной поверхности:
а
— дуралюмин Д16Т;
б
— латунь Л62
Рис. 3. Изменение массового показа-
теля скорости коррозии
K
M
∙
10
3
в за-
висимости от скорости обработки и
подачи при высокоскоростном фрезе-
ровании латуни Л62 и дуралюмина
Д16T. Скорости обработки: 50 м/c (
1
),
75 м/c (
2
) и 100 м/c (
3
)
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. “Машиностроение” 2014. № 4 103


