














 11 / 20
11 / 20

Особенности получения сталеалюминиевых соединений методами сварки плавлением
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 4
103
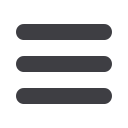
Другим примером получения сталеалюминиевых биметаллических соеди-
нений можно считать процесс флюсовой дуговой пайки неплавящимся элек-
тродом [14]. Особенность данной технологии заключается в том, что электриче-
ская дуга горит на поверхности алюминиевой пластины на расстоянии 2…3 мм
от стальной, что обеспечивает натекание расплавленного присадочного металла
в зону соединения без прямого воздействия дуги на стальную кромку (рис. 8).
Рис. 8.
Схема TIG сварко-пайки с присадочной проволокой [14]
В качестве присадочных материалов применяли сварочную проволоку
сплошного сечения АК12 диаметром 1,2 и 1,6 мм с массовым содержанием
кремния 10…12 % и некоррозионно-активный реактивный флюс ФАФ540,
обеспечивающий разрушение оксидной пленки и улучшение смачиваемости ста-
ли жидким алюминием. Диапазон опробованных режимов в зависимости от диа-
метра присадочной проволоки следующий: при диаметре 1,6 и 1,2 мм ток пайки
составляет 47…50 и 24…26 А, напряжение на дуге 9…210 и 8…10 В, скорость
пайки 12 и 1,5…2 мм/с соответственно.
Полученные паяные соединения выдерживают угол загиба, равный 180
, без
разрушения. На контактной границе со сталью образуется интерметаллидный
слой системы Al–Fe–Si толщиной 2…5 мкм, цинк в основном содержится в
твердом растворе алюминия.
Кроме толщины интерметаллидного слоя, на свойства биметаллических
сталеалюминиевых соединений оказывают значительное влияние легирующие
элементы, содержащиеся в основных и присадочных материалах [15]. Для оцен-
ки их влияния на свойства биметаллического сварного соединения процесс
сварки выполняли с применением различных по составу присадочных материа-
лов (табл. 5) [16].
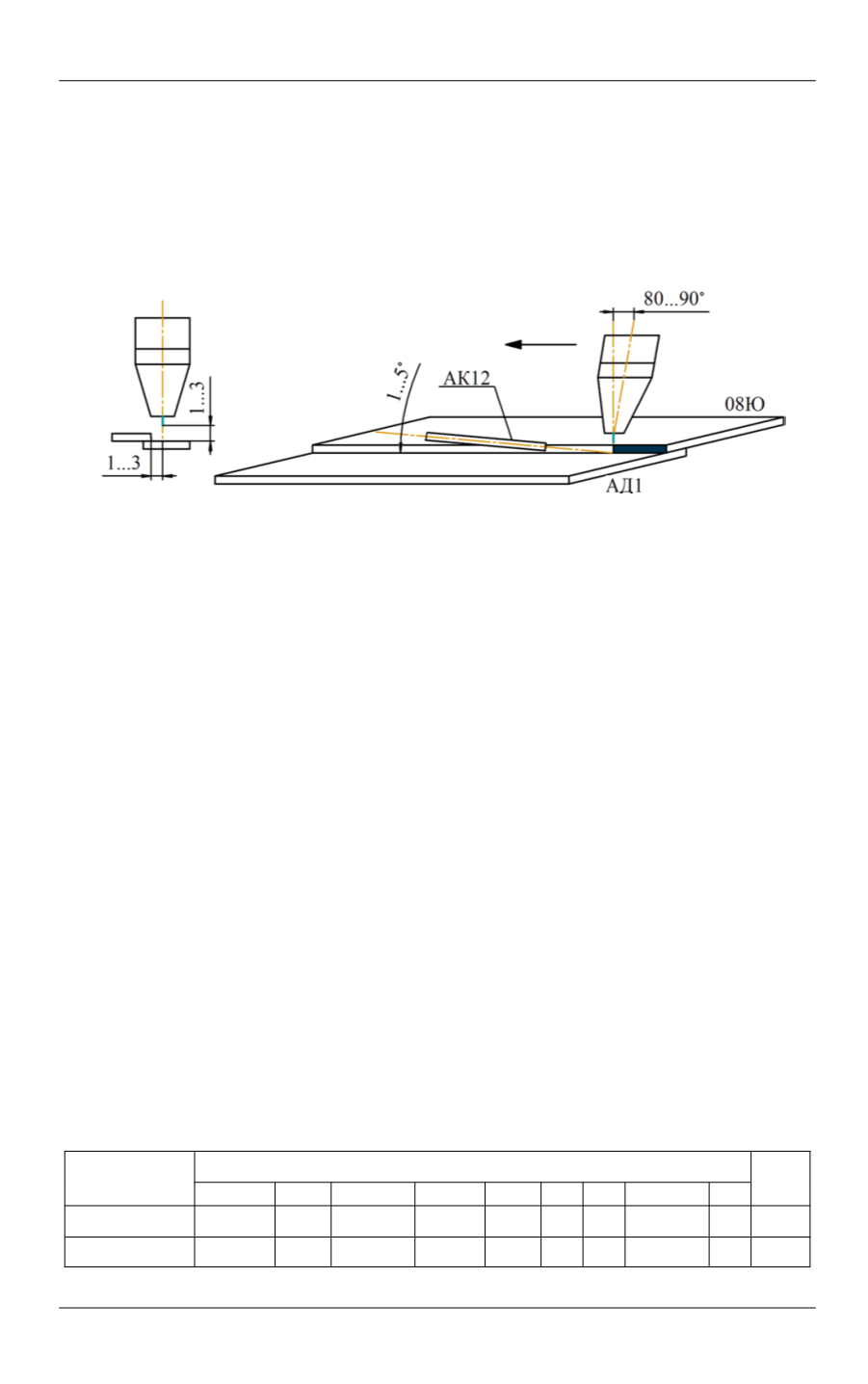
Таблица 5
Химический состав присадочной проволоки и результаты испытания сварных
соединений на статическое растяжение [16]
Присадочный
материал
Содержание химического элемента, % масс.
σ
в,
МПа
Si
Fe
Cu
Mn
Mg
Cr Zn
Ti
Al
Al — 5 % Si
4,5…5
0,8
0,3
0,05
0,05
– 0,1
0,2
–
134
Al — 12 % Si
11…13
0,8
0,3
0,15
0,1
– 0,2
–
–
136