














 11 / 17
11 / 17

А.А. Александров, В.А. Акатьев, В.И. Ларионов
34
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2017. № 1
ские диски (
5
,
11
), которые имеют на периферийной части демпфирующее коль-
цевое покрытие (
6
).
Расположение осей (
8
,
19
)
карданного подвеса в горизонтальной плоскости
выбрано значительно выше центра масс АА, что обеспечивает защищенность
устройства против «кувырка» (переворачивания на 180°).
Подготовка систем температурной и аэродинамической стабилизации АА
проводится на монтажной площадке вблизи дымовой трубы или светофорной
площадке, находящейся вблизи оголовка трубы. На светофорной площадке от-
соединяется от устройства головной обтекатель
14
и нижний диск
11
, что поз-
воляет привести маховик
10
в рабочее положение, т. е. разогнать его до скоро-
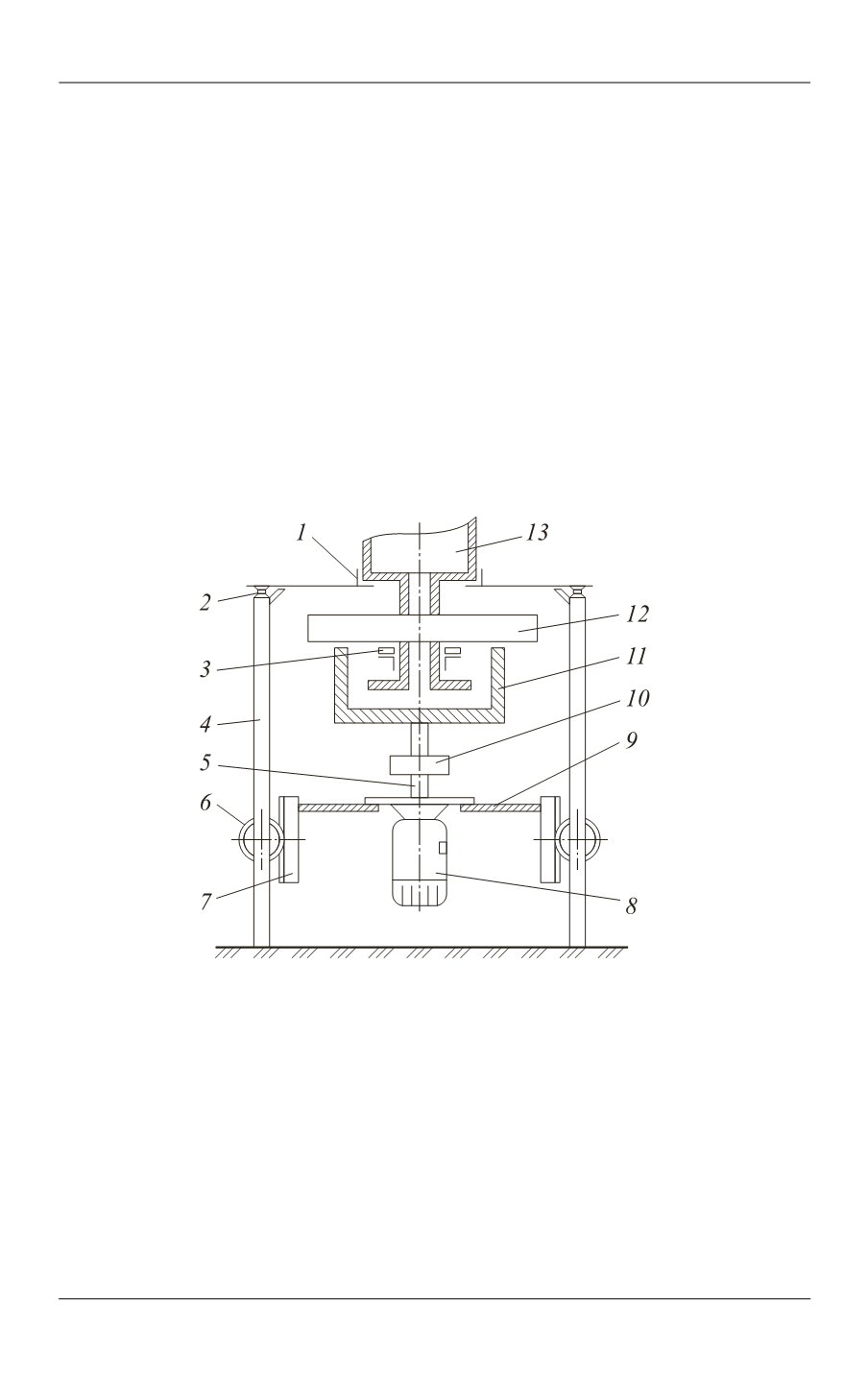
сти 3…4 тыс. оборотов в минуту. Для этого устройство без нижней части уста-
навливается на монтажный столик (рис. 8) [13], оснащенный вертикальным
серводвигателем
8
, вал которого с помощью муфты
10
соединен с выдвигаю-
щимся фрикционным стаканом
11
.
Рис. 8.
Монтажный столик:
1
— кольцевые гнезда;
2
— шарнир;
3
— осевой подшипник;
4
— стойка подъемника;
5
— вал;
6
— ко-
лесо подъемника;
7
— рейка;
8
— сервомотор;
9
— стол;
10
— обгонная муфта;
11
— фрикционный
стакан;
12
—маховик;
13
— нижняя часть корпуса АА
Из АА, перед его установкой в кольцевые гнезда
1
, демонтируется сферический
обтекатель вместе с нижним диском, для чего разбирается его нижнее фланцевое
соединение. Затем откидываются посредством шарниров
2
гнезда
1
на монтажном
столике, что обеспечивает пропуск габаритного маховика
12
внутрь монтажного
столика. После этого гнезда заводятся под АА, и устройство опускается в них. По-
сле проверки вертикальности устройство закрепляется в гнездах на монтажном