














 3 / 9
3 / 9

Б.М. Захаров, И.А. Буреев
130
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 5
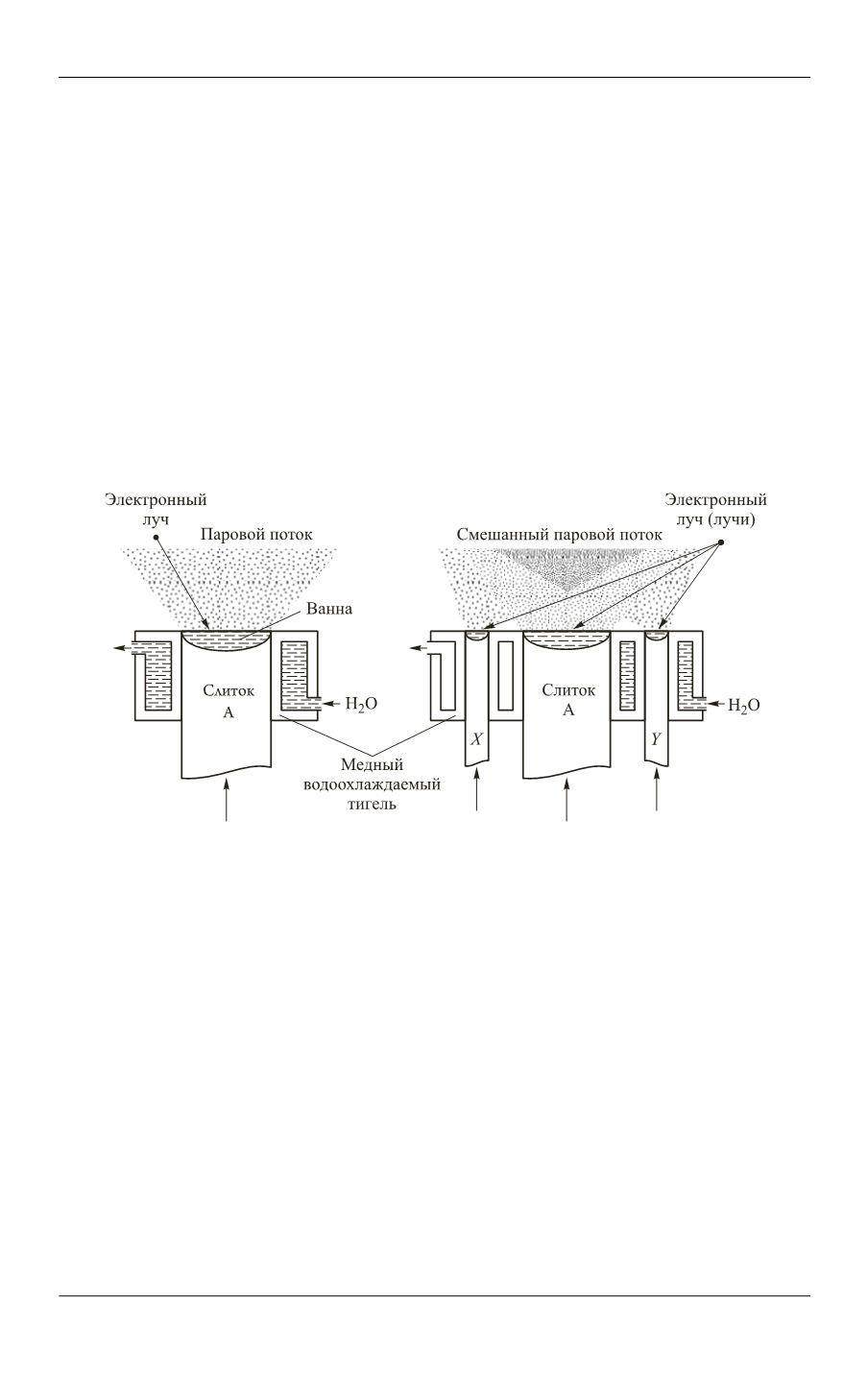
Электронно-лучевое нанесение теплозащитного покрытия.
Основная до-
ля кинетической энергии электронов превращается в тепловую в тонком по-
верхностном слое толщиной 1…2 мкм. Поэтому при нагреве электронным
лучом источник теплоты находится в самом теле и обеспечивает максимальную
полноту превращения электрической энергии в тепловую [1]. Ускоряющее
напряжение 20…25 кВ, мощность электронных пушек 50…100 кВт.
Наиболее часто применяют медный водоохлаждаемый тигель диаметром
70 мм. На рис 4,
а
показана схема испарителя, используемая для чистых метал-
лов, на рис. 4,
б
— схема испарителя для композиционных материалов. В цен-
тральной части сложного тигля находится более тугоплавкий материал, на пе-
риферии — более легкоплавкие. Максимальные скорости испарения слитков из
тигля диаметром 70 мм: 3 кг/ч (для железа), 1,5 кг/ч (для сплавов никеля), 1 кг/ч
(для графита), 0,8 кг/ч (для оксида циркония).
а б
Рис. 4.
Схемы электронно-лучевого испарителя
Расход энергии для этих материалов составляет 15…40 кВт
∙ ч/кг. Скорость
конденсации для сплавов 30…50 мкм/мин и 15…20 мкм/мин для керамики,
карбидов, боридов.
Процесс электронно-лучевого осаждения состоит из ряда последователь-
ных этапов.
1. Испарение твердого раствора ZrO
2
–Y
2
O
3
из водоохлаждаемого тигля, в
котором находится твердая фаза оксидов, под действием потока электронов из
электронной пушки в вакууме (10
–5
тор).
2. Наполнение парами твердого раствора вакуумной камеры.
3. Образование в парах оксидов кластеров — укрупненных наноструктур.
4. Осаждение кластеров на «холодную» (900
С) поверхность лопатки; об-
разование зародышей, на которых затем формируются монокристаллы.