














 3 / 9
3 / 9

В.М. Ярославцев
98
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 6
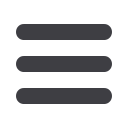
условиях обработки ПМ [2, 7, 9], показывает, что в процессе формообразования
поверхности детали из ПМ участвует относительно небольшая радиусная часть
вершины резца (рис. 1,
а
). В соответствии с этим износу в процессе резания
подвергается участок лезвия инструмента лишь на длине дуги
а
–
b
контакта с
обрабатываемым материалом.
Для использования в процессе резания всей длины режущей кромки лезвие
инструмента может быть выполнено в виде цилиндрического штабика диамет-
ром 2
r
в
, который в процессе обработки медленно вращается (скорость
v
вр
) отно-
сительно своей оси
O
(рис. 1,
б
). При этом обеспечивается оптимальное значе-
ние радиуса вершины
r
в
и в то же время износ инструмента не локализуется на
участке
а
–
b
, а равномерно распределяется по всей длине режущей кромки лез-
вия (длине окружности 2π
r
в
), что позволяет ожидать существенного повышения
периода стойкости инструмента.
Рис. 1.
Схема контактного взаимодействия инструмента и заготовки
В МГТУ им. Н.Э. Баумана разработана резцовая оправка с принудительно вра-
щающимся режущим элементом [17], радиус которого может быть выполнен рав-
ным или близким к оптимальному значению радиуса вершины резца
r
в
(рис. 2).
Конструкция оправки состоит из корпуса
1
, в котором смонтирован вал
2
, вра-
щающийся от электродвигателя
3
марки ДСМ-2П-220 с частотой вращения
n
= 2 мин
–1
. На валу с помощью зажимной цанги закрепляется режущий эле-
мент — цилиндрический твердосплавный штабик
4
. Режущую часть штабика уста-
навливают по отношению к обрабатываемой поверхности детали, поворачивая
корпус оправки относительно винта
5
, предназначенного также для крепления
оправки к кронштейну
6
(рис. 2,
в
), который размещают в резцедержателе станка.
При установке инструмента на станок ось цилиндрического штабика откло-
няют от вертикали, образуя главный задний угол
, при этом передний угол
γ = –
. В результате, принимая оптимальные, согласно технологическим рекомен-
дациям, значения угла
в интервале 6…10°, получаем значения
= –6...–10°,
которые также являются оптимальными
значениями передних углов инструмента
при точении указанных ранее ПМ.
Технологические возможности рассмотренной резцовой оправки исследо-
вали на примере обтачивания заготовок
40 мм с покрытием из плазменно-на-