














 4 / 9
4 / 9

Инструмент для токарной чистовой обработки плазменно-напыленных материалов
ISSN 0236-3941. Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2016. № 6
99
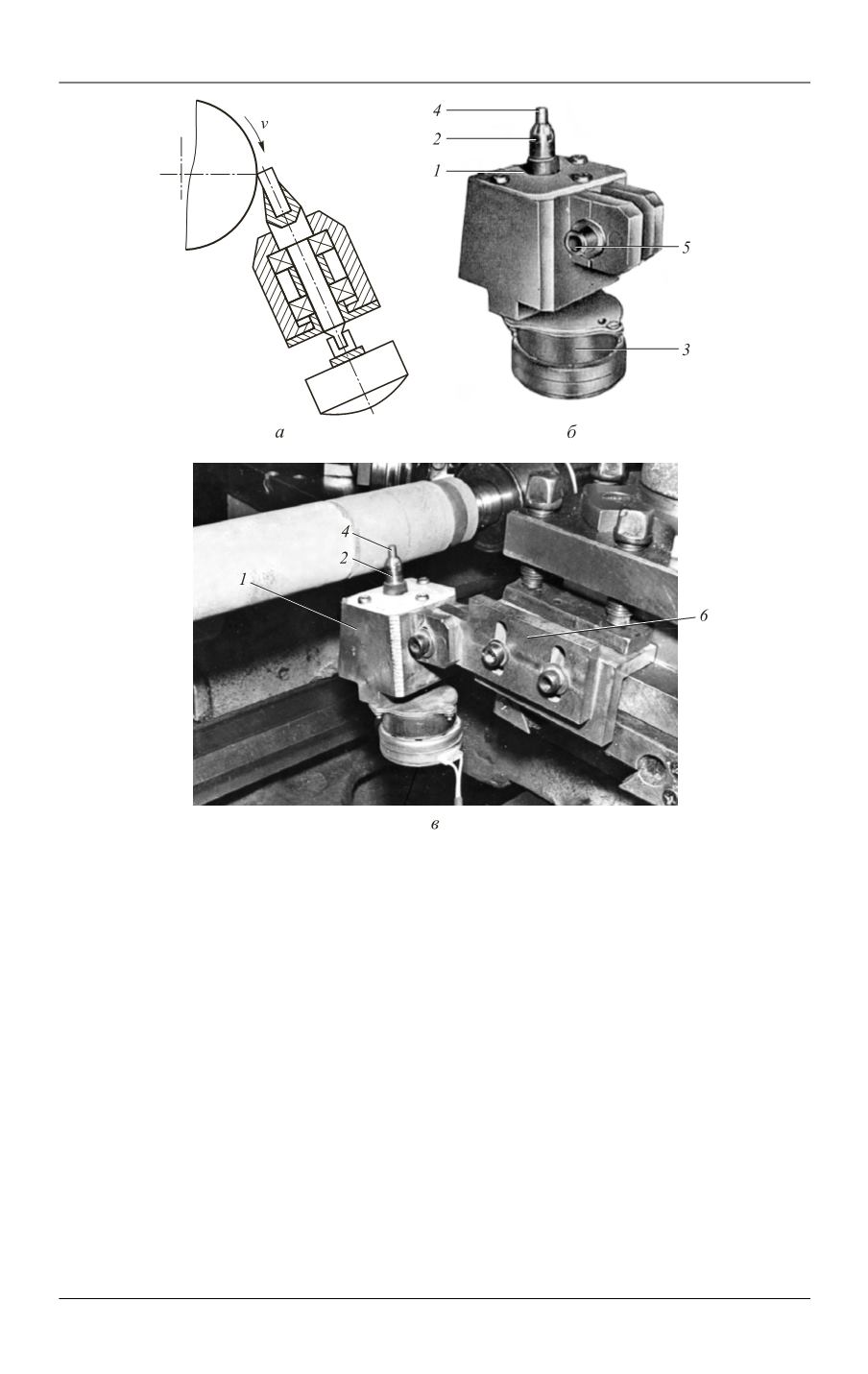
Рис. 2.
Резцовая оправка с вращающимся режущим элементом (штабиком):
а
— конструктивная схема;
б
— общий вид;
в
— закрепление на станке
пыленной металлокерамики на основе ZrO
2
. Обработку проводили на токарно-
винторезном станке модели 1К62. В качестве режущего элемента использовали
стандартные твердосплавные цилиндрические пластины типа 41 диаметром 3,2;
4,2 и 5,2 мм (ГОСТ 25417–82). При стойкостных испытаниях в качестве крите-
рия износа принимали значение фаски износа по задней поверхности, равное
0,6 мм.
Опытное сопоставление режущих свойств невращающегося цилиндрическо-
го штабика (диаметр 3,2 мм) из твердого сплава ВК8 и стандартных неперетачи-
ваемых твердосплавных пластин квадратной формы 03113-190616 ВК8 ГОСТ
19051–80 с радиусом вершины
r
в
= 1,6 мм показывает, что их износостойкость в
интервале
t
= 0,05...0,2 мм имеет близкие значения (рис. 3). Относительное сни-
жение периода стойкости штабика (кривая
1
) с увеличением (до 35 %) глубины
резания (при
t
= 0,3 мм) можно объяснить относительно небольшой массой его